表面粗糙度是指加工表面上具有较小间距的峰谷所组成的微观几何形状特性。表面粗糙度对机器零件的配合性质、耐磨性、工作精度、抗腐蚀性均有较大影响。
评定表面粗糙度的标准有六种。目前我国主要采用轮廓算术平均偏差Ra,在一定测量长度l范围内,轮廓上各点至中线距离绝对值的平均算术偏差,单位为μm(微米)。
Ra 值越小,被测表面越光滑,零件的质量越高;反之,Ra 越大,表面越粗糙。
通常,尺寸公差、表面形状公差小时,表面粗糙度参数数值也小,但并没有严格的函数关系。
零件图除了图形、尺寸这外,还必须有制造零件应达到的一些质量要求,一般称为技术要求。技术要求的内容通常有:表面粗糙度、尺寸公差、形状和位置公差、材料及其热处理 、表面处理等。下面先介绍表面粗糙度及其注法。
一、表面粗糙度的概念
无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,如图1所示。表面上这种微观不平滑 情况, 一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表 面粗糙度。
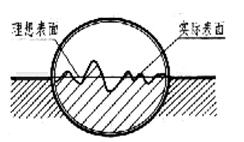
图1 表面粗糙度概念
表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐象征性、接触刚度、抗疲劳强度、密封性质和外观等都不得有影响。因此,图样上要根据零 件的功能要求,对零件的表面粗糙度做出相应的规定。评定表面粗糙度的主要参数是轮廓算术平均偏差Ra,它是指在取样长度L范围内,补测轮廓线上各点至基准线的距离yi(如图2)的算术平均值,它是指在取样长度L范围内,被测轮 廓线上各点至基准线的距离yi(如图12)的算术平均值,可用下表示:-----------或近似表示为:----------- 轮廓算术平均偏差可用电动轮廓仪测量,运算过程由仪器自动完成。根据GB/T1031―1995F规定(另外还有GB/T3525――2000以可同时查阅),Ra数值愈小,零件表面愈趋平整光滑 ;Ra的数值,零件表面愈粗糙。

图2 轮廓算术平均编差

图3 轮廓算术平均编差值
二、表面粗糙度的选用
表面粗糙度参数值的选用,应该既要满足零件表面的功能要求,又要考虑经济合理性。具体选用时,可参照已有的类似零件图,用类比法确定。在满足零件功能要求前提下,应尽量选用较大的表面粗糙度参数值,以降低加工成本。一般地说,零件的工作表面、配合表面、密封表面、运动速度高和单位压力大的摩擦表面等 ,对表面平整光滑程度要求高,参数值应取小些。非工作表面、非配合表面、尺寸精度低的表面,参数值应参数Ra值与加工方法的关系及其应用实例,可供选用时参考。

图4 表面粗糙度获得方法
三、表面粗糙度的注法(GB―T131――1993)
(一) 表面粗糙度代(符)号
表面粗糙度代号由表面粗糙度符号和在其周围标注的表面粗糙度数值及有关规定符号所组成。
(1)表面粗糙度符号及其画法,如图5所示。表面粗糙度符号的尺寸大小,按图6规定对应选取。

图5 表面粗糙度符号

图6 表面粗糙度符号画法
(2) 糙度数值及其有关规定在符号中的注写位置,如图5所示,标注方法如下: 1)采用表面粗糙度参数值Ra时,省略符号Ra,只将其数值注写在表面粗糙度符号上方,单位为微米(FM),如图7。

图7 表面粗糙度值注法
2)彩表面粗糙度的其他参数,如轮廓最大高度Rz时,需在其参数值前注出相应的符号,单位为微米(FM),见图8。

图8 其它表面粗糙度值注法
3)若需要表示取样长度、指定的加工方法,镀覆其他表面处理的要求,或控制加工纹理方向时,其注法如图9。

图9 取样长度、指定的加工方法、镀覆或其他表面处理的要求和控制表面加工纹理方向的注法
(二) 表面粗糙度代号在图样上的注法,见图10。

图10 表面粗糙度在图样中的注法
 ,我们将会及时处理。
,我们将会及时处理。